





Die Casting



Die casting has been progressing since the 19th century. Die casting is a metal forming process in which zinc, aluminum, magnesium, and their alloys are forced into a steel mold under high pressure into a mold cavity. The steel molds, known as dies, are fabricated to produce castings with intricate shapes in a manner that insures both accuracy and repeatability. Die casting is one of the most economical and quickest forming processes. The advantages of this production process are that hundreds of thousands of castings can be produced relatively quickly by using just one mold. All components produced have a uniform quality and involve relatively low unit costs.
The die casting process consists of 5 basic steps
Clamping
● The first step in die casting is clamping. The dies are cleaned and lubricated to aid in step two, injection. Once the dies have been properly cleaned and lubricated, the die halves are closed and clamped together with high pressure.
Injection
● The molten metal is transferred from a furnace into a ladle. The ladle then pours the molten metal into shot chamber where it is ready to be injected into the clamped die. The molten metal is then forced into the die using extremely high pressure. The high pressure then holds the metal in the die until it has time to solidify.
Cooling
● The third step in the process is cooling. After the molten metal is injected into the die, it must have time to solidify and cool. During this time the die cannot be unclamped. Once the metal has completely cooled it takes on its final shape of the casting.
Ejection
● Once the cooling process has finished, the die halves can be unclamped and an ejection mechanism pushes the solidified casting out of the die.
Trimming
● The final step in the die casting process is trimming. While the metal is cooling, the excess metal in the sprue and runner must be removed along with any flash that has transpired. This extra material is then trimmed away from the final casting. The trimmed sprue, runners, and flash can then be recycled and reused in the die casting process.
In die casting, there are two different ways of manufacturing components: hot chamber and cold chamber die casting. In both manufacturing processes, the mold is sprayed with a release agent prior to the casting process in order to ensure that the subsequently cast part can be easily removed from the mold. However, the melt is not poured directly into the mold cavity, but is first filled into the casting chamber of the die casting machine. From there, the alloy is pressed into the mold by a piston (the so-called casting set) through one or more channels. The difference between the two processes lies in the structure of the casting chamber as described below.
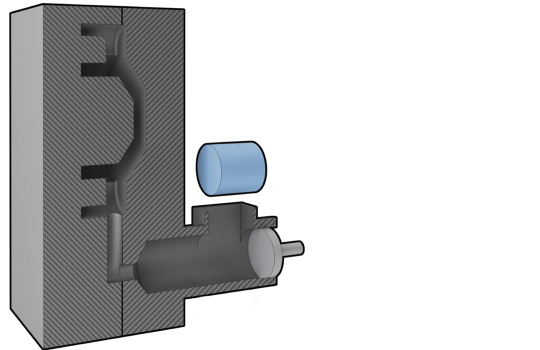
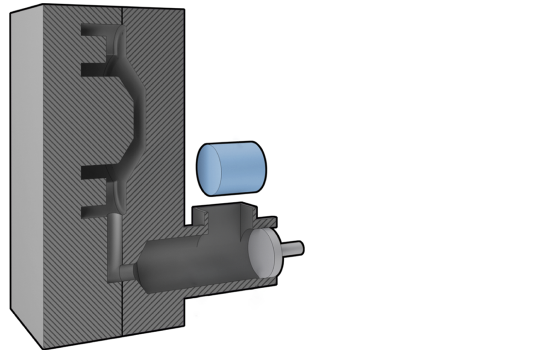
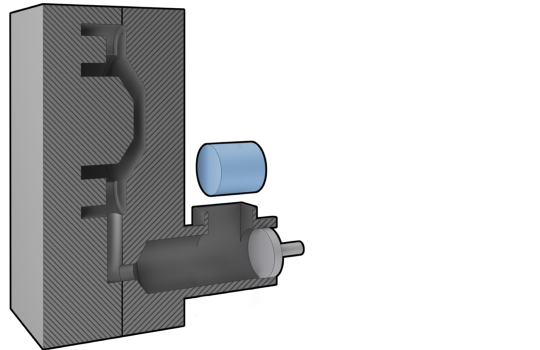
The Hot-Chamber Die Casting Process
In Hot-chamber die casting process, the cylinder chamber of the injection mechanism is completely immersed in the molten metal bath. A gooseneck metal feed system draws the molten metal into the die cavity. This process lends itself to higher rates of part production than with the cold-chamber process.
While direct immersion in the molten bath allows for quick and convenient mold injection, it also results in increased corrosion susceptibility. Due to this fact, the hot-chamber die casting process is best suited for applications that utilize metals with low melting points and high fluidity. Suitable metals for the hot-chamber die casting process include magnesium and zinc alloys.
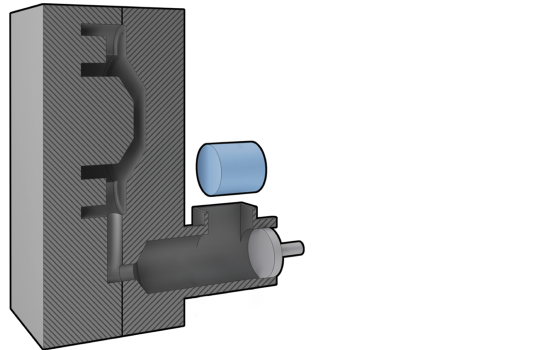
Illustration of Hot chamber die casting:
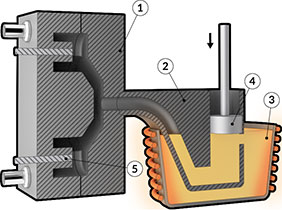
The process
Two molds [1] are clamped using hydraulic presses to withstand pressure from the molding process. The mold is typically water or oil cooled to increase their longevity.
Molten metal is held in liquid form in the crucible [2]. The feed mechanism [3] is submerged in the crucible. The plunger’s [4] elevated position allows the melt from the crucible to fill the pressure chamber [5]. The piston pushes the melt into the mold under high pressure which is maintained until the melt solidifies.
The mold halves are then separated and the ejector [6], pushes the cast product out.
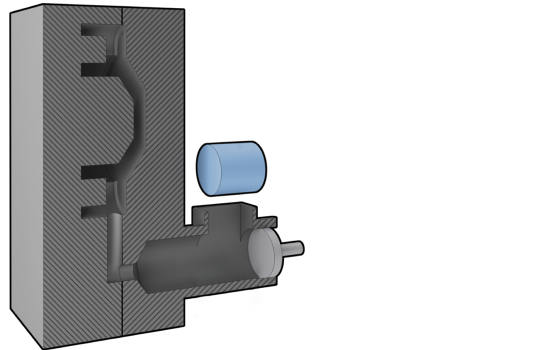
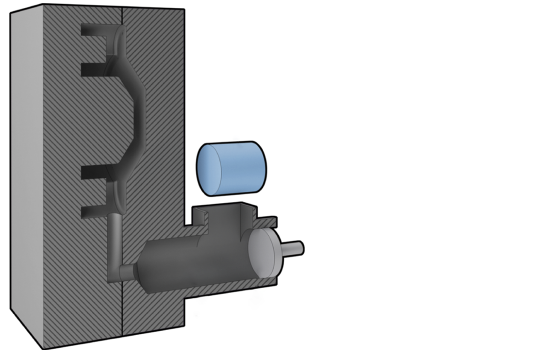
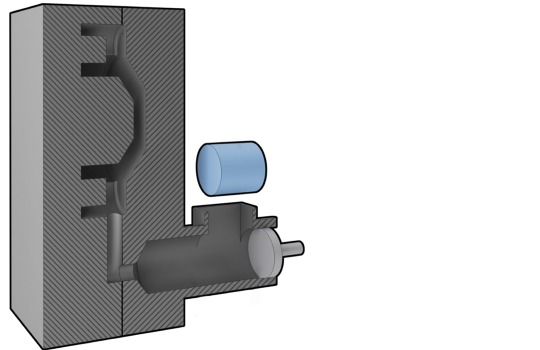
The Cold-Chamber Die Casting Process
The cold-chamber die casting process is very similar to hot-chamber die casting. With a design that focuses on minimizing machine corrosion rather than production efficiency, the melted metal is automatically- or hand-ladled into the injection system. This eliminates the necessity for the injection mechanism to be immersed in the molten metal bath.
For applications that are too corrosive for the immersion design of hot-chamber die casting, the cold-chamber process can be an excellent alternative. These applications include the casting of metals with high melting temperatures, such as aluminum alloys.
The main difference is that in hot chamber casting machines the container with the molten metal is located inside the machine, while in the other case the container is placed outside the machine. In both types of machines, the molten metal is pressed from a casting chamber through one or more casting channels into the cavity of a permanent steel mold where it takes the shape which is determined by the die and solidifies.
Illustration of Cold chamber die casting:
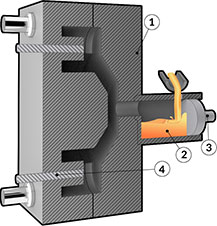
The process
Two molds [1] are clamped using hydraulic presses to withstand pressure from the molding process. The mold is typically water or oil cooled to increase their longevity.
The metal to be used is melted in an external furnace. A predetermined amount of molten metal is added to the system through an opening into the antechamber [2]. Using a ram [3] the melt is pushed into the mold under high pressure which is then maintained while the melt solidifies.
The mold is separated and the finished part is pushed out by means of an ejector [4].
Magnesium

Driven by environmental programs across the industry, manufacturers are opting for light, yet tough magnesium components. Magnesium meets the design challenges that are instrumental to consumer electronics becoming lighter, thinner, and more mobile. Components that house and protect highly sensitive technology inside these automotive, consumer and communications devices must exhibit strength and durability to withstand daily abuse and harsh conditions.
AZ91D Magnesium is a high purity magnesium alloy and the most commonly used alloy for high pressure die casting. It offers good strength to weight ratio, excellent mechanical properties, very good corrosion resistance and excellent castability. This alloy is typically used for mechanical components where toughness is more important than deformation.
Mg-Al-Mn based alloys like AM50 and AM60 have better elongation and impact strength than AZ91D and, therefore, are mainly used for auto safety systems.AM60B Magnesium is commonly used for safety applications or where ductility is desired.AM50 Magnesium offers further increase in ductility but at a slightly reduced strength and a slight reduction in castability. It is typically used where elongation requirements are beyond that of AM60B.
Advantages of magnesium alloy die casting
● Strength-to-weight ratio, rigidity and durability.
● The lightest die casting metal(1.78-1.83g/cm3).
● Good flowability, excellent dimensional stability, small draft angle allowed
● Good conductivity, electrical, and thermal property.
● Good environmental corrosion resistance.
● Consistent and predictable shrink rates mean minimal distortion or casting stress.
● Good finishing characteristics.
● Long service life and recyclability, an eco-friendly choice,100% recyclable and Abundant Material supply.
● Thin-wall is available(Min.0.5mm),for complex housings, frames.
● Excellent dimensional stability and repeatability.
● Very strong alloys with a high damping capacity and high Impact resistance.
● Very easy to machine.
● High surface quality.
● Good EMC screening.
● Greater number of cycles than with aluminum diecasting.
● Being able to survive extreme endurance tests for resistance to heat, dust, humidity, shock, drops, vibration, and pressure.
● 100 times better heat dissipation than plastics.
Surface treatment
Cast magnesium parts can be provided with various surfaces: Barrel finishing, grinding, sandblasting, glass bead blasting, brushing, polishing, passivating, powder coating, painting, Microarc Oxidation.
Magnesium offers many advantages over the other metals if the situation calls for it. Its light weight and strength ability make it a great choice for many automotive and consumer electronics parts.
Aluminum
Aluminum (Al) die casting alloys have a gravity of approximately 2.7 g/cc, placing them among the lightweight structural metals. Aluminum is the most commonly cast non-ferrous metal in the world, which is due in part to its cost effectiveness. It can withstand the highest operating temperatures of all the die cast alloys. It is also non-magnetic, has good corrosion resistance, and is an excellent conductor of electricity.
With its light weight and unbeatable strength-to-weight ratio, Aluminum is commonly used in the Automotive, telecommunications, Consumer Electronics, Home Appliances, Lighting, and Hand Power Tools.
ADC12
An Al-Si-Cu alloy for die-casting, it is the most commonly used material. ADC12 alternatives to A380 for intricate components requiring improved die filling characteristics. It offers improved resistance to hot cracking (strength at elevated temperatures).
Al 380 offers the best combination of mechanical properties and producibility. It is specified for nearly every product type where the properties of aluminum are desirable.
AlSi9Cu3(Fe) alloy is mainly used in the automotive industry. It contains a relatively large amount of copper, which gives good mechanical and processing properties. The disadvantage of large amounts of copper is poor corrosion resistance. AlSi9Cu3(Fe) alloy has good casting characteristics. It is mainly used for the production of complex castings with thin walls that are exposed to dynamic loads, and for castings for machine and engine parts, cylinder heads, parts of electric motors.
AlSi12(Fe)(a) is a typical casting alloy with excellent casting properties and is typically used for cast parts with thin walls and complex geometry. It offers good strength, hardness and dynamic properties and is therefore also used for parts subject to high loads. Suitable applications: For complicated, thin-wall, pressure-tight, high-strength corrosion-resistant castings subjected to fatigue loading.
AlSi12(Fe)(b)
Excellent casting properties. Good machinability with relatively high chemical resistance.44500 is the EN numeric designation for this material. AlSi12(Fe)(b) has slightly higher yield strength than AlSi12(Fe)(a).
Benefits of Aluminum Die Cast Parts
Lightweight, good hardness and strength-to-weight ratio.
Excellent EMI and RFI shielding properties.
Able to withstand the highest operating temperatures of all die cast. alloys. Retains strength at high temperatures.
Outstanding processing characteristics.
High dimensional stability for complex shapes and thin walls.
Good heat dissipating properties.
Outstanding corrosion resistance; high electrical and thermal conductivity.
Low cost for high volume production.
Good heat dissipating propertie.
Fully Recyclability.
High dimensional stability for complex shapes and thin walls.
Non-magnetic.
Closed-tolerance parts require little or no machining after a part is die cast.
Surface Treatment
Surface treatment are applied to aluminum die castings to provide a decorative finish, to form a protective barrier against environmental exposure, and to improve resistance to wear. Decorative finishes can be applied to aluminum die castings through painting, powder coating, polishing, e-coating, plating and PVD coating. Improved wear resistance can be achieved with aluminum die castings by anodizing or hard anodizing.
Zinc die casting

Zinc alloy is the easiest metal to cast. Zinc castings exhibit high strength and hardness and excellent thermal and electrical conductivity. This makes the material ideal for a wide array of castings, ranging from electronic and telecommunication parts to medical components. Zinc cast components are commonly produced by a hot-chamber die casting process. Zinc casting alloys are versatile engineering materials. No other alloy system provides the combination of strength, toughness, rigidity, bearing performance and economical castability. Zinc is economical for small die casting parts, as it has a low melting point and promotes long mold tool life. Zinc alloy generally has good dimension stability that allows tighter dimensional tolerances. Meanwhile it is also optimal for complex shaped parts with thin walls while offering excellent electrical performance and other physical property. However, zinc die casting parts is susceptible to corrosion and often requires additional surface treatment like chromating or plating.
Zinc (ZAMAK) No. 3 Alloy
Zinc No. 3 offers the best combination of mechanical properties, castability, and economics among the zinc die casting alloys and is the most widely used Zn alloy. It can produce castings with intricate detail and excellent surface finish at high production rates. In general, thinner sections can be die cast in zinc than in any other commonly used die casting alloy. All zinc die castings are manufactured in hot chamber die casting machines
Zinc (ZAMAK) No. 5 Alloy
Zinc No. 5 alloy castings are marginally stronger and harder than No. 3. However, these improvements are tempered with a reduction in ductility which can affect formability during secondary bending, riveting, swaging or crimping operations.
No. 5 contains an addition of 1% copper which accounts for these property changes. The alloy is widely die cast and does exhibit excellent castability characteristics, as well as, improved creep performance over No. 3.
ZA-8 (Zinc-Aluminum) Alloy
A good gravity casting alloy, ZA8 is rapidly growing for pressure die casting. ZA-8 can be hot chamber die cast, with improved strength, hardness and creep properties over ZAMAKS. ZA-8 is readily plated and finished using standard procedures for ZAMAKS. When the performance of standard No. 3 or No. 5 is in question, ZA-8 is often the die casting choice because of high strength and creep properties and efficient hot chamber castability.
Advantages of Zinc Die Casting
● Precision tolerances - Presenting the opportunity to reduce or eliminate machining.
● Strength & Ductility - Offering high strengths and superior elongation.
● Produces multi-cavity, complex shapes within closer tolerances.
● Excellent electrical conductivity.
● High thermal conductivity.
● Low cost for raw material, economical for small parts.
● High level of dimensional accuracy and stability.
● Thin Wall Castability - High casting fluidity.
● Superior finishing characteristics, including maximum aesthetic appeal.
● Excellent resistance against corrosion.
● Rapid production rate.
● Low Energy Costs.
● Long Tool Life, low die costs.
● Machinability.
● Bearing Properties.
● Clean and Recyclable - Non-toxic, and scrap items are a reusable.
Surface Treatment
Chromate conversion coating, painting, powder coating, polishing, sand blasting, E-coating, Electro-plating and PVD coating are commonly applied on zamak die cast.
Die casting tool building is technically challenging. The goal of SinoForming’s tooling development team is able to build tools that produce quality castings that meet or exceed our customer’s expectations, perform at maximum efficiency, and achieve the maximum tool life. This is accomplished through design review meetings involving our customer’s engineering team, our toolmakers, and our technical engineering and sales team members from early stage. We assist our customers directly with part design to eliminate existing or potential quality issues associated with part design. We also manage and oversee the design of all tooling projects with our toolmakers to ensure that tools are built to meet our customer’s requirements as well as our own standards. We believe that a trained workforce is the only way to handle all the complexity that’s involved in producing high-quality, precision tooling. Our core team consists of experienced, long-term members that have over 100 years of combined experience in die casting.
SinoForming invests heavily to ensure that we’re leveraging the industry’s best-in-class equipment and technologies to ensure the quality and performance.
Our climate-controlled tool room is equipped with 16 high performance machining centers. We have 8 Mikron HSM 700 | 3-Axis High Speed Milling centers, 8 Mikron MILL S 600 high performance machining centers. We also have 15 Makino EDAF3 EDM die-sinking machines ,4 AgieCharmilles FORM 3000 VHP EDM die-sinking machines,17 TOPEDM DF435/MP50 EDM die-sinking machines ,8 Wire Cutting Machines and 1 EDM Drilling Machine. Various Turret Milling, Horizontal Lathe/Machining, Lathes, Grinders, Welding Equipment to support the tool-building operations in repair work.



Mold Materials for Die Casting
We work with Assab Steels 8407 SUPREME Hot Work Steel.
8407 Supreme is a chromium-molybdenum-vanadium-alloyed tool steel which is characterized by:
● High level of resistance to thermal shock and thermal fatigue
● Good high-temperature strength
● Excellent toughness and ductility in all directions
● Good machinability and polishability
● Excellent through-hardening properties
● Good dimensional stability during hardening
8407 Supreme meets the North American Die Casting Association (NADCA) #207-2003 for premium high-quality H-13 die steel.
Tooling life expectancy
● Zinc die casting tool: 300K -500Kshots
● Aluminum die casting tool: 80K shots
● Magnesium die casting tool: 150K shots
Quality Die Casting Mold Design Benefits
● In-House Die Casting Mold Design and Development. Manage and oversee all aspects of tooling.
● Team concept for casting and tool design. Decisions are based on team consensus, not one individual’s opinion.
● Developing casting process parameters: gate size, location, feeding speed, fill time, injection pressure, press size.
● Parting line, runner, overflows, venting, cooling.
● Minimum and Maximum wall thickness.
● Premium Grade tool steel - Assab 8407 SUPREME.
● Flow simulation.
● Draft, radii, filets.
● Establishing machining stock.
● Stress relief program for die cast tooling to maximize tool life.
We know our way around the industry. We’re meticulous in our tooling process, and no detail goes unnoticed.